铸件致命缺陷——裂(liè)纹,如(rú)何(hé)避免?
发布(bù)时间(jiān): 2019-05-28 来源:洛阳顺(shùn)祥机械(xiè)有限公司 点击(jī):1251
铸件裂纹可以说是铸件(jiàn)致(zhì)命的(de)缺陷之一,
一旦出现裂纹(wén),
轻(qīng)则费力(lì)修补,重则彻底报废!
而要想避免裂纹,
***关键的还(hái)是要对(duì)裂纹形成的原因了如指掌,
这样(yàng)才能从(cóng)根本上杜绝!
铸件裂(liè)纹主要分为两类,热裂和冷裂!
热裂
热裂是(shì)裂纹外(wài)形弯弯(wān)曲曲,断口(kǒu)很不规则(zé)呈(chéng)藕断丝连(lián)状(zhuàng),而且表面较宽,越到里面(miàn)越窄(zhǎi),属(shǔ)热(rè)裂(liè)其机理是:钢水(shuǐ)注入(rù)型(xíng)腔后开始(shǐ)冷凝,当结晶骨架已经(jīng)形(xíng)成并开(kāi)始线收缩后,由于(yú)此(cǐ)时内(nèi)部钢(gāng)水并(bìng)未完成凝固成固(gù)态使收缩受阻,铸件中就会产生应(yīng)力或塑性变形,当它们超过在此高温下的材质强度(dù)极限时(shí),铸件就会(huì)开裂。
热裂纹形成原因(yīn)

形(xíng)成热裂纹(wén)的(de)理论原因和实际原因很多,但根本(běn)原因是(shì)铸件的凝固(gù)方式和凝固时期铸件的(de)热应力和收缩应力。
热裂纹产生的原因体现在工艺和铸(zhù)件结构(gòu)方面(miàn)其中有:铸件壁(bì)厚不均匀,内(nèi)角太小;搭接部位分(fèn)叉太多,铸件(jiàn)外框、肋板(bǎn)等阻碍铸(zhù)件正常(cháng)收缩;浇冒口系统阻碍铸件正常(cháng)收缩,如浇冒口靠近箱(xiāng)带(dài)或(huò)浇冒口之间型砂强(qiáng)度(dù)很高,***了铸件的自由收缩;冒口太小或太大;合金线收缩率太大;合金中低熔(róng)点相形成(chéng)元(yuán)素超标(biāo),铸钢铸铁中硫、磷(lín)含量高(gāo);铸件开箱(xiāng)落砂过早,冷(lěng)却过快。
热裂纹4招解决

1、改善铸(zhù)件(jiàn)结构(gòu)
壁厚力求均匀,转角处应作出过(guò)渡圆角,减(jiǎn)少应力集(jí)中现象。轮(lún)类铸件(jiàn)的轮辐(fú)必要(yào)时(shí)可做(zuò)成弯曲(qǔ)状(zhuàng)。
2、提高合金材料的熔(róng)炼质量
采用精炼(liàn)和除气工艺去(qù)除金(jīn)属液中的(de)氧化夹(jiá)杂和气(qì)体等。控制有(yǒu)害杂质的含量,采用合理的熔炼工艺(yì),防止产(chǎn)生冷裂纹(wén)。
3、采用正确的铸造工艺措施
使铸件实现同(tóng)时凝固不(bú)仅有利于防止热裂纹,也有助(zhù)于防止冷裂纹。合理设置浇冒口的位置和尺寸,使(shǐ)铸件各部分的冷却速度尽量均(jun1)匀一致,减少(shǎo)冷裂纹倾向。
4、时(shí)效热(rè)处理
铸造应(yīng)力大的铸件应(yīng)及时进行(háng)时效热处理,避免过大的(de)残余应力使铸件产生冷裂纹(wén)。必要时,铸件在(zài)切割浇冒口或焊(hàn)补后(hòu),还要进行一次时效热处理。
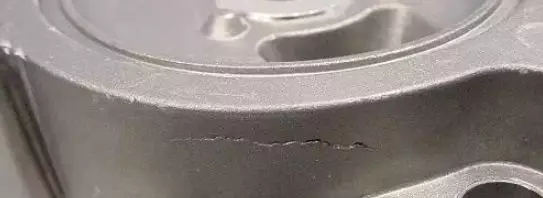
冷裂

冷(lěng)裂纹是铸件凝固后冷却到弹性状态时,因局部铸造(zào)应力大于合金极限强度而引起的开裂。冷裂纹总是发生在冷(lěng)却过程中承受拉应力的部(bù)位,特(tè)别是拉应力(lì)集中的(de)部位。冷(lěng)裂纹与热裂纹不同,冷裂纹往往穿晶扩(kuò)展到整个截面,外形呈宽度均匀细长的直线(xiàn)或折(shé)线状,冷(lěng)裂纹的断口表面子净有金属光泽或呈(chéng)轻度氧化色,裂(liè)纹走向平滑,而非沿晶界发生。这与(yǔ)热(rè)裂纹有显著的不同。冷裂纹检验用肉(ròu)眼可见,可根据(jù)其宏观形貌及穿晶扩展的微(wēi)观特征,与热裂纹(wén)区别。
冷(lěng)裂纹(wén)产生的主(zhǔ)要原因有以下几方(fāng)面:
1、铸(zhù)件结(jié)构
铸件壁厚不均匀,促使铸件(jiàn)产生铸造应力,有时会产生(shēng)冷裂纹类缺陷(xiàn)。刚性(xìng)结构的铸件,由于其结(jié)构的阻碍,容易(yì)产生热应力,从而使铸件产生冷裂纹。
2、浇冒口系统设(shè)计不合理(lǐ)
对于壁厚不(bú)均(jun1)匀的铸件,如果内浇口设置(zhì)在铸件(jiàn)的壁厚部分时,将使(shǐ)铸件厚壁部(bù)分的冷却速度(dù)更加缓慢,导致或加(jiā)剧铸件(jiàn)各(gè)部分冷却(què)速度的(de)差别,增大铸(zhù)造(zào)的热应力(lì),促使铸(zhù)件产生冷裂纹。浇(jiāo)冒(mào)口设置不当,直接阻碍铸件收缩,也促使铸件(jiàn)产生冷裂纹。
3、合(hé)金材(cái)料(liào)的化学成分不合(hé)格
钢中含碳量和(hé)其他合金元素含量偏高使(shǐ)铸件容易发生冷裂纹。韧性合(hé)金材料不易产(chǎn)生冷裂纹,脆性合金材(cái)料(liào)易(yì)产生冷裂纹。
4、控制开箱时间
铸件开(kāi)箱过早,落砂温度(dù)过高,在清砂时受到(dào)碰(pèng)撞、挤压都(dōu)会引起铸件开裂(liè)。